Pregled vodećih zavrtnja

Pregled vodećih vijaka je veoma važan za različite mehaničke sisteme i aplikacije. Postoje takve modifikacije sa navrtkom za močvarna vozila, trapezoidna za podizanje i strug, za škripac, za CNC mašine i druge vrste. Razlikuju se u metodama fiksiranja.


za šta je to potrebno?
Vodeći zavrtanj se najčešće koristi kod mašina alatki gde se režu navoji. Njegova rotacija se pretvara u translatorno kretanje oslonca zbog matične matice. Za kontrolu brzine uvijanja, odnosno intenziteta dovoda, koristi se posebna kutija. Za rad vodećih vijaka potrebna je posebna matica. Savremeni dizajn garantuje kretanje delova sa preciznom preciznošću.
Što se tiče propelera za močvarna vozila, u ovom slučaju oni igraju sasvim drugu ulogu - to su livene veslačke konstrukcije. Suspendovani motori su opremljeni takvim proizvodima. Veliki dobavljači obično imaju značajne zalihe takvih delova u svojim skladištima.
Vijci za stege takođe igraju važnu ulogu. Svi takvi delovi su napravljeni od visokokvalitetnog čelika, često se finaliziraju na strugovima.

Nemoguće je računati na dobijanje olovnog zavrtnja kod kuće. Čak i ako možete kupiti jedan ili drugi model struga, i dalje će vam trebati drugi alati, posebni rezači koji vam omogućavaju da formirate navoje potrebnih veličina i vrsta. Glavna uloga zavrtnja je da održava linearno kretanje. Veličina delova ima svoja ograničenja, koja su određena dizajnom stege. Ali olovni zavrtnji se takođe mogu koristiti za različite tipove CNC-a. Ovi detalji opet obavljaju najvažniju funkciju - transformaciju kretanja.
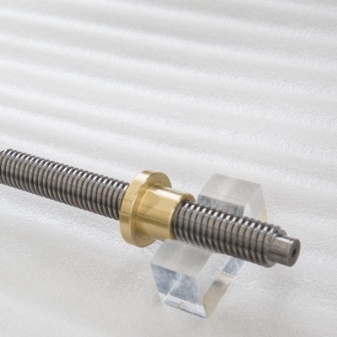
Vodeći vijak u savremenim mašinama može se razlikovati u različitim dizajnom. U domaćim uzorcima ponekad se koristi šipka sa navojem. Savršenija opcija je "navrtka". Ponekad uzimaju i trapezni šraf, ali uprkos povećanoj snazi, ova vrsta ligamenta je prilično skupa, pa se sve manje koristi. Vodeći vijak se takođe može koristiti kao deo mehanizma za podizanje. Takođe slične komponente su zajednički delovi:
- pogon navoja u vijčanoj presi;
- prese drugih vrsta;
- hranilice raznih alata.


Vrste i karakteristike
Opis parametara vodećih šrafova primereno je za početak činjenicom da se oni uvek koriste kao sastavni deo složenijeg mehaničkog lanca. Tačnost kretanja pojedinih delova mehanizama zavisi od njihovog kvaliteta i usklađenosti sa potrebnim parametrima. Najvažniji kriterijum ocenjivanja je presek konca. U većini slučajeva koriste se trapezni rezovi. Ovaj pristup omogućava postizanje mnogo veće mehaničke čvrstoće nego u drugim slučajevima.
Ako se dodatno koristi podeljena matica, onda će biti moguće pažljivo podesiti aksijalne zazore. Priprema i brušenje trapeznih niti je prilično jednostavno. Međutim, u brojnim situacijama, pravougaona nit će biti privlačnija. Omogućava vam da minimizirate radijalno otpuštanje zavrtnja, tako da se smanjuje i odstupanje od optimalne putanje.
Takve performanse su posebno vredne u onim granama tehnike gde je tačnost pokreta na prvom mestu.

Trapezni sistem žlebova je tipičan za klizne zupčanike. U ovom slučaju, mali uglovi profila su veoma korisni. Najčešće se koristi srednji korak rezanja, a mali i veliki se koriste za posebne zadatke. Za relativno precizne i spore mehanizme preporučuje se fin korak. Veliki - u slučajevima kada postoji značajno opterećenje.
Moderna industrija alatnih mašina sve više koristi „zavrtnjače parova“. Naročito se mnogi od ovih delova koriste u softverski kontrolisanoj opremi. U ovom slučaju, vodeći vijak je kombinovan sa navrtkom. Da bi bili jasno upareni, koriste se posebne lopte. Par vijaka ne može sam kočiti; koristi se pri pretvaranju obrtnog kretanja u translatorno i pri vraćanju nazad.


U pričvršćivačima klasičnog tipa obično se koristi navoj sa jednim startom. Sve se sastoji od jedne spirale, intervali između okreta su striktno isti. Za okret navrtke, pomeranje se dešava na strogo definisanom rastojanju. Višestruki navoj se formira od dve ili više spirala. Princip održavanja iste udaljenosti se i dalje poštuje, međutim, postoji veći razmak između zavoja u svakoj spirali nego između zavoja iz različitih spirala.
Tehničke karakteristike opreme u koju se ugrađuje zavise od materijala i dimenzija okova. Na primer, za dizalice, ovaj indikator će biti ukupna nosivost. Za proizvodnju olovnih vijaka mogu se koristiti nitrirani čelici razreda:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Postoje takve dimenzije kao:
- 10x1.5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10k14 mm (i neke druge opcije).
Nastavljajući razgovor o dimenzijama vodećih vijaka izraženim u mm, vredi istaći model TR30x6 (kao što mu ime govori, presek je 30, a korak rezanja 6 mm). Ukupna dužina proizvoda je 3000 mm.
Takođe možete pronaći dizajne sa prečnikom:
- 160 mm;
- 20 mm;
- 8 mm (i neke druge vrednosti).


Metode montaže
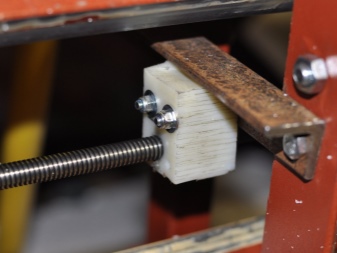
U nekim slučajevima, jednostavni ležajevi modela 61701 ili njihovi tačni kolege se koriste za jačanje strukture. Zatezanje treba obaviti pažljivo, uz izbor zaptivki kako bi se izbeglo zaglavljivanje. Automobilske sonde se koriste za proizvodnju zaptivki. Trapezni zavrtanj je pričvršćen u držaču ležaja navrtkama odgovarajuće veličine. Tačnije i efikasnije rešenje je obrada krajeva.
Veoma je teško napraviti takvu manipulaciju sa kugličnim zavrtnjima - oni imaju očvršćene površine. Uobičajeni metal običnog zavrtnja, posebno zbog trapeznog oblika, obrađuje se bez problema. U ozbiljnim slučajevima koristi se teleskopska zaštita pričvršćivača donjeg stroja. Obično se isporučuje za svaki pojedinačni model struga posebno. U menjačima, posebne manžetne pomažu u zaštiti vodećih vijaka.


Za proizvodnju takvih manžeta koriste se pažljivo odabrani materijali sa povećanom otpornošću na habanje. Ako je proračun i precizna obrada vodećih zavrtnja za potrebne dimenzije otežana, moraćete da koristite posebne gotove komplete. Kada sami proizvodite pričvršćivače, moraćete da napravite i odgovarajuću maticu. U slučaju struga je potrebna dvostruka navrtka, jer na jednostruku maticu može u velikoj meri uticati zazor koji se pojavljuje tokom procesa proizvodnje ili tokom rada.
Otvor prilikom ugradnje vodećeg zavrtnja na mašinu mora biti napravljen sa tolerancijom za naknadno pritiskanje. Osovina se može kliziti. Da, u zanatskim uslovima prilično je teško dostići takav nivo (na primer, h6 / L0), ali je veoma važno.


U suprotnom, zbog neusklađenosti u kvalitetu, doći će do nerazumno snažnog zazora i ne može se pouzdati u tačnost rada mašine. Stvarni postupak utiskivanja kod kuće je sasvim moguć ako koristite malo modifikovani izvlakač ležajeva.
Rupa treba da bude glatka. Parametri površine - ne gori od Ra 0,64. Stoga je zagarantovano da ne možete bez pomoći profesionalaca. U nekim slučajevima se dodatno koristi zaptivač navoja kako bi se sprečilo otpuštanje.
Ako su isečeni krajevi suviše "uski", moraćete ili da stavite nedvostruki ležaj sa svake strane, ili ćete u većoj meri izbušiti vrat.

U sledećem videu čekate vrtložno sečenje vodećeg zavrtnja na strugu 16K20.













Komentar je uspešno poslat.