Kako obraditi pleksiglas?

Pitanja o tome kako obraditi pleksiglas, kako ga izbušiti kod kuće su vrlo česta. Rad sa pleksiglasom na CNC mašinama ima svoje suptilnosti. Posebna tema je kako dodatno obraditi takvu rupu. Sve ovo će omogućiti čak i početnicima da izbegnu mnoge greške.

Vrste obrade
Pre nego što razgovarate o tome kako tačno možete obraditi organsko staklo kod kuće, morate naučiti o glavnim vrstama takvih procesa. Ako govorimo o, generalno, svim mogućim opcijama, onda će lista biti sledeća:
- sečenje;
- glodanje;
- mlevenje;
- obrada pleksiglasa pomoću plovca;
- štancanje;
- dobijanje nabora;
- strugarski rad.



Sličan materijal, bez obzira na konkretan tip (ovo važi i za akrilno staklo, naravno, i napravljeno od polivinilhlorida), prepoznat je kao vrsta termoplastične plastike. Kada temperature porastu, čak i do 150 stepeni, neminovno postoji povećan rizik od deformacija. Zbog toga se bušenje u organskom staklu smatra mnogo komplikovanijom operacijom od poliranja, glodanja ili sečenja na veličinu. Da biste pravilno izbušili rupu i na CNC-u i ručno, potrebno je pažljivo odabrati bušilicu koja odgovara veličini.
Treba obratiti pažnju na marku uređaja za bušenje.

U svakom slučaju, mora se imati na umu da organsko staklo, u poređenju sa običnim staklom:
- dvostruko lakši;
- jači;
- čvršće podnosi udarce;
- optimalno štiti od širenja toplote;
- mnogo transparentnije.
Podrazumevano, akril je prekriven izolacionim filmom. Ne treba ga kršiti. Prilikom rada sa ovim materijalom potrebno je stalno pratiti da se ne zagreva preterano, što se postiže izborom alata i načinom delovanja. Svi alati se moraju pomerati što je moguće pažljivije. Svaki nagli pokret može slomiti delikatan proizvod.


Pravila rada
Pleksiglas se može rezati čak i elementarnim improvizovanim sredstvima. Pogodna je i banalna metalna testera. U industrijskim uslovima ponekad se koriste čak i specijalni laseri. Ali u većini slučajeva i dalje pokušavaju da pronađu neku vrstu kompromisa između savršenstva instrumenta i njegove cene. Zbog toga je u praksi obično potrebno koristiti kružne testere, tračne testere i sekače. Preporučljivo je raditi sa tračnom testerom tamo gde nije potreban jasan ravan rez (to jest, kada se primaju preliminarni praznini za oblikovanje).
Brzina uvijanja mehanizma kaiša je 700-800 m u minuti. Tamo gde je potrebna jasna, glatka kontura, preporučljivo je koristiti sekače. Sa kružnim testerama se prave precizni ravni rezovi. Rezultat će biti vrlo jasan.
Liveni akril se savetuje da se testeruje sa zubima otvrdnutim karbidom; optimalna brzina rotacije od 800 do 1200 m u minuti.


U industrijskim uslovima biće bolje obrađivati pleksiglas na brzoj opremi. Brži rezovi i niske brzine pomaka proizvode odlične iviceat. Presek diskova je 25 cm Sami diskovi su napravljeni od brzih legura. Može se koristiti i običan crni metal, ali sa kaljenjem karbidnim komponentama.
Lasersko sečenje je mnogo preciznije od upotrebe električnih alata. Prilikom takvog rada biće manje otpada. Ali u ovom slučaju, napon unutar proizvoda raste. Lepljenje takvih površina je veoma opasno.
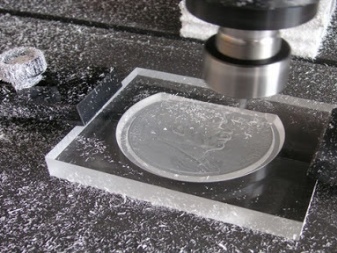
Možete bušiti pleksiglas pomoću fiksne ili pokretne mašine za bušenje. Bušilica treba da bude napravljena od legure velike brzine. Dizajniran je za maksimalne performanse. Što se bušilica dublje buši, to je češće potrebno podići bušilicu. Ovo će omogućiti izvlačenje čipova i istovremeno smanjiti zagrevanje materijala. Hlađenje reznih dodataka specijalnim tečnostima ili komprimovanim vazduhom pomaže u smanjenju opasnih unutrašnjih naprezanja.


Za graviranje se u većini slučajeva koriste riperi, koji se postavljaju na pantografe. Sami riperi su opremljeni malim rezačima različitih profila.
U teškim slučajevima koristi se oprema za lasersko sečenje. Da bi graviranje bilo bolje, dubina grede je ograničena.
Brušenje grubog ili deformisanog pleksiglasa može se obaviti mokrim šmirglom premazanim finim zrncima korunda. Kada se grubo brušenje završi, površina se tretira smešama za poliranje kao što su VIAM, crocus. Rad se izvodi ručno ili na opremi za poliranje. Sečene ivice i mat površine se bez problema mehanički poliraju dijamantskim rezačima. Na zakrivljenim rezovima iu drugim teškim slučajevima vrši se visokotemperaturno poliranje vatre. Moraćete da radite što je moguće pažljivije, pažljivo očistite tretirani sloj; stres se sprečava žarenjem, što olakšava lepljenje ili bojenje.
Pleksiglas treba oblikovati u tri faze:
- загревање;
- stvarno oblikovanje;
- odvođenje toplote i hlađenje.


Корисни савети
Ekstruziono organsko staklo se može lepiti pomoću:
- lepak za film;
- polimerizujući lepak;
- epoksidni, poliesterski lepkovi.
Krivolinijski rez se pravi pomoću nihromske niti ili vrućeg izvora. Što se tiče okretanja, najpraktičnija opcija je isti režim kao i za brzu obradu tvrdog drveta. Čipovi su odlučujući za ocenu kvaliteta rada.

Prilikom bušenja, ugao vrha burgije treba da bude maksimalno 60 stepeni za tanke listove, a 70-90 stepeni za debele radne predmete.
Pleksiglas je bolje saviti nakon temeljnog zagrevanja na potrebnom mestu; Ovo se postiže uz pomoć lemilice, građevinskog fena za kosu, au njihovom odsustvu - uz pomoć vruće metalne cevi.
Idealne vežbe:
- imaju žleb sa uglom uspona od 17 stepeni;
- naoštren na prednjem uglu za 3-8 stepeni;
- zaoštrena pod uglom leđa za 0-4 stepena.
Konusna bušilica će proizvesti konusnu rupu. Stepeni alat će pomoći u bušenju cilindričnih kanala. Za izradu izdužene rupe uzima se bušilica za glodanje.



Važno: bez obzira na vrstu, vrh mora biti u savršenom stanju. Neophodno je započeti bušenje minimalnom brzinom, a zatim, kada se pojavi zarez, oni idu na srednju brzinu.
Samo u poslednjoj trećini materijala ima smisla bušiti što je brže moguće.... Ali čak i tada ne smemo zaboraviti da povremeno spustimo brzinu na minimum. Nakon što ste pronašli neravnine, izbušite ih bušilicom za mineralni kamen pri najmanjoj brzini.
Važno: možete bušiti pleksiglas bušilicom, ali ne možete koristiti bušilicu-šrafciger. Rupe duže od 10 mm i šire od 7 mm se preporučuju za mašinsku obradu na stacionarnim mašinama sa odvođenjem toplote vode.
Kako seći pleksiglas, pogledajte video.













Komentar je uspešno poslat.