Karakteristike žice sa punjenim jezgrom
Postupak zavarivanja čeličnih konstrukcija pomoću elektroda nije uvek zgodan. Poteškoće u sprovođenju ovog procesa primećuju se na otvorenom prostoru, na visini.
Da bi se izbeglo stvaranje nekvalitetnih šavova, neki majstori koriste žicu sa jezgrom.

Шта је то?
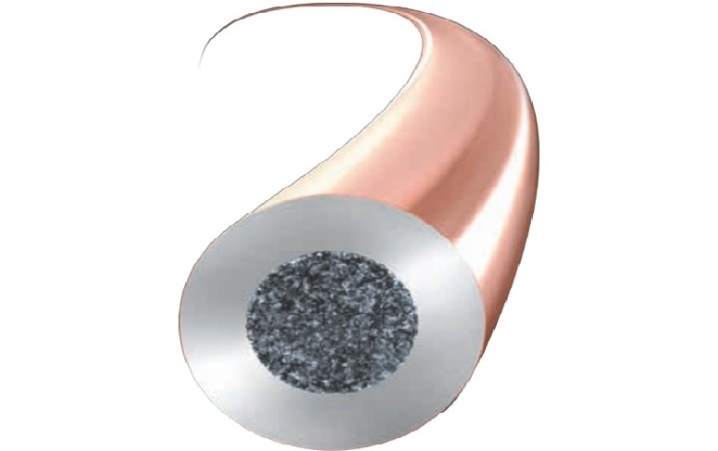
Žica za zavarivanje se smatra važnim delom većine savremenih tehnologija zavarivanja. Atribut praha ima oblik šuplje metalne cevi, unutar koje se nalazi fluks ili je takođe u kombinaciji sa metalnim prahom. Ova žica se koristi za stvaranje zavara u poluautomatskom zavarivanju bez gasa. Zahvaljujući modernom izgledu ovog atributa, vrši se lako paljenje luka, kao i stabilan proces sagorevanja.
Proizvodnja žice sa punjenom jezgrom zasnovana je na strogom pridržavanju GOST-a, stoga njena upotreba daje visokokvalitetan rezultat. Prisustvo fine frakcije gvožđa, fosfora, hroma unutar cevi garantuje sledeće tačke:
- stabilizacija temperature u predelu kupatila, kao i u blizini luka, sve dok ne postane pogodna za korišćeni materijal;
- stimulacija mešanja staljenog metala na delovima, kao i na elektrodi;
- ravnomerno zatvaranje šava po celoj širini od kontakta sa gasom;
- obezbeđivanje ujednačenosti ključanja i odsustva prskanja;
- povećanje brzine zavarivanja delova.


Uz pomoć žica sa punjenim jezgrom, vrši se navarivanje delova, kao i postupak zavarivanja na bilo kom mestu, u zavisnosti od dostupnosti posebne opreme. S obzirom na namenu, epruveta može da sadrži magnezit ili fluorit. Ako je potrebno obraditi vatrostalni materijal, vredi koristiti žicu, gde su prisutni grafit i aluminijum, jer povećavaju temperaturu.
Nedostaci ove vrste materijala za zavarivanje su visoka cena, uska specijalizacija, složenost zavarivanja limova debljih od jednog i po milimetra.

Primarni zahtevi
Za poluautomatsko zavarivanje bez gasa koristi se žica za zavarivanje punjena (flux) i ima cevasti izgled. Unutrašnja šupljina atributa ispunjena je polenom posebnog sastava. Osnova je polarizovana metalna traka. Završna faza stvaranja takve žice je nežno istezanje do potrebnih dimenzija.
Bilo koja vrsta žice sa punjenim jezgrom mora ispunjavati sledeće zahteve:
- ravnomerno istopiti i izbegavati prekomerno prskanje;
- da se odlikuju stabilnošću i lakoćom pojave električnog luka;
- šljaka koja nastaje tokom procesa zavarivanja mora se ravnomerno rasporediti i ne prodreti u šavove;
- imaju ravnomeran šav bez prisustva pukotina, pora.

Poređenje sa konvencionalnom žicom
Žica za zavarivanje je podeljena na nekoliko tipova, od kojih se najčešći mogu nazvati prahom i čvrstim. Uprkos nekim razlikama, oba atributa se koriste prilično često. Čvrsti tip žice ima bakarni premaz, a može se koristiti i sa inertnim gasovima, što se ne može reći za drugu vrstu atributa zavarivanja.
Pored toga, proizvodnja žice sa punjenom jezgrom je valjanje metalne trake, valjanje trakom uz dodatak fluksa.
Puna žica ima nižu cenu, ali joj nedostaju neke od prednosti punjene jezgrom, kao što su:
- upotreba u vertikalnom zavarivanju uzbrdo;
- rad sa pocinkovanim čelikom i drugim teško zavarljivim vrstama;
- nemogućnost dodavanja različitih supstanci unutar žice.

Pregled vrsta
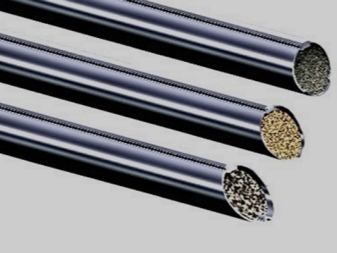
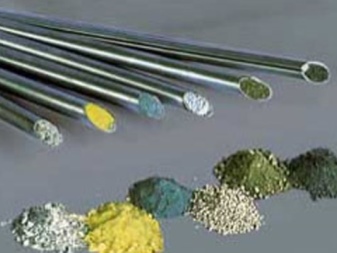
Svaki zavarivač treba da zna da danas postoji nekoliko vrsta punjene žice koja se može koristiti za termičko prskanje, elektrolučnu metalizaciju, legirani čelik i mnoge druge svrhe. Sudeći po karakteristikama sorti ovog atributa zavarivanja, svaki proizvod ima određeni prečnik, oznaku, materijale za školjku, kao i aluminijumsko, gvožđe ili drugo punjenje.
Metalne cevi su po obliku podeljene na okrugle, kod kojih su ivice spojene čeone, sa ključnim krivinama, a takođe i višeslojne.
Prema posebnostima upotrebe, atributi praha su podeljeni na takve sorte.
Zaštita od gasa
Ova vrsta žice zahteva zatvaranje zavarenog bazena. U tu svrhu se koristi argon ili drugi inertni gas. Atribut zaštite gasa za zavarivanje se obično koristi za zavarivanje ugljeničnog, niskolegiranog čelika. Ova žica ima sledeće prednosti:
- stabilnost luka;
- lakoća šljake koja izlazi na površinu;
- nedostatak poroznosti;
- nizak nivo prskanja;
- jednostavnost likvidacije šljake.
Duboko prodiranje je svojstveno takvim cevima. Njihova upotreba je tražena prilikom stvaranja spojeva na spojevima i uglovima, kao i preklapanja tokom proizvodnje konstrukcija i cevi od metala.


Samozaštitni
Samozaštitna cev je dobra opcija za poluautomatski rad u bilo kom prostoru, čak i na terenu. Ovaj atribut zavarivanja ne zahteva prisustvo dodatnih vrsta potrošnog materijala. Prilikom rada na kupatilu primećuje se nakupljanje oblaka od punjenja gasa. Kao rezultat upotrebe samozaštićene žice, ravnomeran fluks se nanosi na šavove, dok sakriva vruće spojeve širokom trakom. Ova vrsta punjene žice našla je svoju primenu prilikom zavarivanja materijala u neopremljenim uslovima. Uz njegovu pomoć lemljeni su proizvodi od aluminijuma, kao i njihove legure.


Prahovi koji su koncentrisani u žici za punjenje mogu obavljati sledeće funkcije:
- legiranje;
- deoksidacija;
- stabilizacija električnog luka;
- pojednostavljenje formiranja uniformnosti šavova.
U zavisnosti od sastava praha, samozaštićena žica može biti:
- fluorit;
- fluorit-karbonat;
- rutil;
- rutil fluorit;
- rutil organski.

Karakteristike upotrebe
Upotreba poluautomatskog uređaja tokom zavarivanja doprinosi brzoj primeni šavova, jer se proizvodi tipa praha napajaju bez prekida. Pošto crevo za gas možda nije uvek dostupno za rad, ovaj metod vam omogućava da zavarite metale u okruženju zaštitnog gasa. Praktično će svi moći pravilno da kuvaju bez gasa, a posebnu pažnju treba obratiti na podlogu i stvrdnjavanje. Kod mehanizovanog zavarivanja neophodno je uzeti u obzir trenutne parametre, polaritet, kao i ispravnu tehniku izvođenja.
U radu sa ovim metalnim uređajem postoje neke nijanse, koje majstor ne sme zaboraviti. Da biste uspešno vodili luk i formirali šav, vredi pripremiti ravnu površinu. Kada radite sa poluautomatskim uređajima, to se može postići prebacivanjem kontakata u unutrašnjosti jedinice.
Žica koja ide do gorionika mora biti povezana sa kablom za uzemljenje, a suprotna žica mora se prebaciti na terminal gorionika.


Važna tačka u radu je ugradnja valjaka koji u potpunosti odgovaraju prečniku korišćene žice. Na bočnoj strani valjka nalazi se informacija o opsegu prečnika. Valjak sa pokretnim tipom ne treba čvrsto zatezati, jer žica ima šuplju strukturu, a ovaj događaj može dovesti do njene deformacije ili nastanka blokade u kablovskom kanalu.
За tako da dovod žice bude nesmetan, moraćete da uklonite vrh koji se nalazi na izlazu elementa za pritisak. Njegovo namotavanje se vrši nakon što se potrošni element pojavi sa kraja ovog kanala. Prečnik vrha takođe mora biti usklađen sa veličinom žice, jer velika rupa može otežati kontrolu luka. Tokom ove procedure se ne koristi gas, tako da je stavljanje mlaznice opciono. Da se sprej ne bi zalepio za vrh, treba ga prskati specijalno dizajniranim sredstvom.


Prilikom zavarivanja sa žičanim materijalom sa punjenim jezgrom, šav će uvek biti pod kontrolom, tako da će tehnologija spolja podsećati na standardnu upotrebu elektroda.
Pošto atribut praha zavarivanja nema mehaničku čvrstoću i krutost, stručnjaci preporučuju korišćenje posebnog mehanizma, koji obezbeđuje kontinuitet automatskog hranjenja elementa.
U procesu zavarivanja dolazi do intenzivnog formiranja šljake, koja se mora brzo eliminisati metalnom četkom. U suprotnom, šljaka može ući u radni prostor, što će dovesti do stvaranja nedostataka i smanjenja mehaničke čvrstoće.


Žica sa punjenom jezgrom može biti u potpunosti napravljena od metala ili punjena fluksom, čime ispunjava zadatke gasa. Korišćenje ovog atributa zavarivanja može rezultirati nižim zavarivanjem nego inače, ali u nekim slučajevima je nemoguće bez aditiva u prahu.
Transport gasnih boca nije uvek prikladan, tako da tehničar može da koristi žicu sa punjenom jezgrom, na primer, na visini ili na nezgodnom mestu. Kao što pokazuje praksa, za kućnu upotrebu sa malom količinom posla, ova opcija zavarivanja je skupa. Ali u proizvodnji, kada se koriste cevi za prah, brzo i kvalitetno zavarivanje mogu da izvrše čak i neiskusni stručnjaci. Takođe je primećeno da se takvo zavarivanje može isplatiti prilikom nanošenja dugačkog šava, inače se dobija mnogo otpada.


Zavarivanje punjenom žicom opisano je u sledećem videu.













Komentar je uspešno poslat.