Šta je slepa prirubnica?

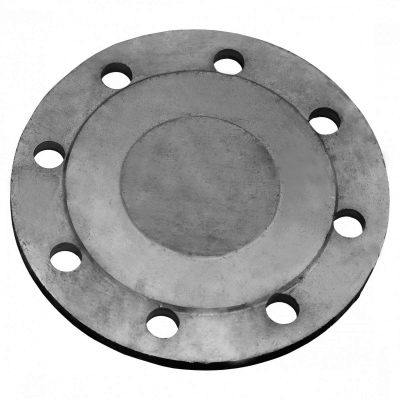
Prirubnički čep je poseban komad male veličine koji služi za privremeno ili trajno zatvaranje radnog toka kroz cev. Takođe se element koristi kao zaptivač. Osnova utikača je disk, oko čijeg se obima nalaze rupe za montažu.
Specifikacije
Prirubnički čepovi su traženi u mnogim industrijama:
-
industrijski;
-
нафте и гаса;
-
hemijski.


Takođe se delovi aktivno koriste u stambeno-komunalnom sektoru, gde pomažu da se produži radni vek cevi u kućama i spreče nesreće. Instalacija prirubničkih čepova omogućava lako izvođenje popravki ili preventivnih mera za vraćanje funkcionalnosti cevovoda.
Tehnički parametri utikača moraju u potpunosti odgovarati prirubnici za spajanje koja je postavljena na kraju cevovoda. To znači da ona mora imati identične sledeće indikatore:
-
материјал;
-
granica temperature;
-
opseg pritiska.

Ovaj pristup izbegava zavarivanje za pričvršćivanje utikača na već instaliranu prirubnicu. Montaža dela se vrši pomoću vijaka i igala, koji obezbeđuju pouzdanu fiksaciju elementa u potrebnom položaju.
Ključna svojstva stubova, bez obzira na njihov tip:
-
visoka stopa pouzdanosti;
-
čvrsta veza;
-
sigurnost i jednostavnost instalacije;
-
лакоћа коришћења;
-
доступност;
-
dug radni vek.

Parametri prirubničkih utikača regulisani su zahtevima GOST-a.
Materijali za proizvodnju
Za proizvodnju slepih prirubnica koriste se različite vrste čelika, što omogućava dobijanje delova sa nejednakim karakteristikama. Izbor materijala za element uzima u obzir oblast primene i radno okruženje cevovoda u koji se planira ugradnja čepa.

Popularni materijali za proizvodnju delova ovog tipa.
-
Art 20. To je konstrukcijski čelik sa prosečnim procentom ugljenika.
-
St 08G2S. Konstruktivni niskolegirani čelik visoke čvrstoće.
-
12X18H10T. Kriogeni čelik konstrukcijskog tipa.
-
10H17N13M2T. Čelik sa povećanom otpornošću na koroziju.
-
15X5M. Legirani nerđajući čelik za rad na visokim temperaturama.


Takođe proizvođači proizvode čepove od livenog gvožđa i plastike na osnovu uslova projekta. Karakteristike materijala regulisane su GOST-ovima. Postoje dva načina proizvodnje prirubničkih utikača.
-
Toplo ili hladno štancanje... Najčešći način proizvodnje koji vam omogućava da dobijete visokokvalitetne radne predmete. Tehnika omogućava izradu elemenata različitih oblika i veličina, koji se po potrebi mogu obraditi: podvrgnuti rezanju plazmom ili gasom. Dodatna prednost tehnike je minimiziranje rizika od šupljina i šupljina skupljanja, čime se izbegava odbacivanje. Čepovi proizvedeni metodom štancanja odlikuju se povećanim karakteristikama čvrstoće, dugim radnim vekom i pružaju odličnu nepropusnost veze.
-
TSESHL... To je proizvodna tehnika centrifugalnim elektrošokovnim livenjem. Uz njegovu pomoć moguće je proizvesti proizvod visokog kvaliteta, jedini nedostatak je heterogenost hemijske strukture, kao i rizici od stvaranja pora i vazdušnih džepova.


Prirubnički čepovi se proizvode uzimajući u obzir zahteve regulatornih dokumenata: GOST i ATK. U skladu sa vrstom izvršenja, prečnikom prolaza i uslovnom podelom razreda čelika, deo dobija određenu oznaku.

Označavanje i dimenzije
Nakon proizvodnje, deo prolazi kroz temeljnu kontrolu kvaliteta, koja uključuje:
-
merenja geometrijskih dimenzija;
-
analiza hemijskog sastava i mehaničkih karakteristika korišćenog metala;
-
proučavanje mikro- i makrostrukture elementa.


Ako sve dobijene karakteristike ispunjavaju zahteve GOST-a, proizvod je sertifikovan i dobija sertifikat.
Standardne dimenzije prirubničkih čepova su regulisane albumom standardnih dizajna - ATK 24.200.02-90. Prilikom merenja uzimaju se u obzir sledeći parametri:
-
DU - uslovni prolaz;
-
D - spoljni prečnik;
-
D1 - prečnik rupe u utikaču;
-
D2 - prečnik izbočine;
-
d2 je prečnik ogledala;
-
b - debljina;
-
d je prečnik rupa za pričvršćivače;
-
n je broj rupa za pričvršćivače.

Lako je odrediti nazivni prečnik utikača sa oznakom DN150, DN50, DN100, DN200, DN32, DN400 i drugim detaljima. Parametri se mere u milimetrima. Na primer, prečnik dela sa markom DN80 je 80 mm, DN500 - 500 mm.
Standardne karakteristike ravnog diska:
-
nominalni otvor - od 10 do 1200 mm;
-
spoljni prečnik utikača je od 75 do 1400 mm;
-
debljina čepa - od 12 do 40 mm.

Završno obeležavanje dela uzima u obzir tip, nazivni prečnik, pritisak i čelik od kojeg je element napravljen.... Na primer, utikač prvog tipa prečnika 100 mm, pritiska od 600 kPa, napravljen od čelika 16GS, biće označen: 1-100-600-16GS. Neke fabrike proizvode posebne delove sa ručkom, prikazujući to u obeležavanju.
Koja je razlika od rotacionog?
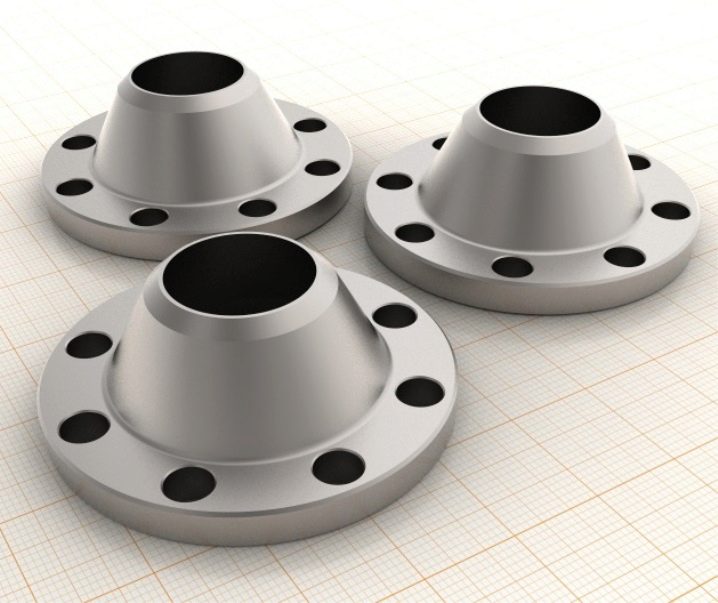
Da biste razumeli koja je razlika između elemenata, potrebno je detaljnije razmotriti svaki od njih. Vredi početi sa prirubnicom. Kao što je navedeno, ovo je poseban deo za upotrebu u cevovodima za ograničavanje protoka tečnosti ili gasa. Utikač u svom izvođenju u potpunosti ponavlja oblik čelične prirubnice, kopirajući:
-
izvršenje elementa;
-
vrsta zaptivne površine;
-
veličine.

Jedina razlika od prirubnice je u tome što nema prolaznog otvora.
Uz pomoć prirubničkog dela moguće je privremeno ili trajno zatvoriti deo cevi. Delovi su traženi u mnogim oblastima zbog svojih svojstava i karakteristika performansi.
Princip rada utikača je jednostavan.
-
Čelični disk se nanosi na prirubnicu.
-
Između dva elementa postavljena je zaptivka.
-
Delovi se spajaju vijcima ili klinovima po obodu.

Zaptivke za organizaciju zapečaćene veze izrađene su od metala ili drugih materijala. Prisustvo takvog proizvoda sprečava trenje između elemenata i poboljšava stezanje.
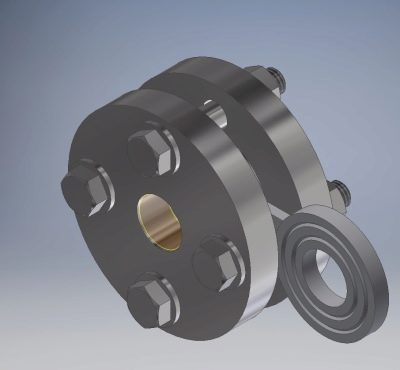
Sada je vredno shvatiti šta je okretni utikač, koji se takođe zove delovi cevi... Ovo je poseban dizajn koji uključuje dva čelična diska. Jedan je apsolutno slep, drugi je opremljen centralnom rupom, oba diska su povezana mostom. Ako uzmemo u obzir izgled dela, onda ima oblik osmice ili naočara, tako da često možete čuti treće ime utikača - Šmitove naočare.

Okretni utikači su traženi u naftnom i gasnom i industrijskom sektoru. Delovi se montiraju na krajeve cevovoda za potrebe popravke ili održavanja. Ugradnja dela se vrši u već pripremljenom prirubničkom spoju. Princip rada utikača je jednostavan.
-
Slepa strana blokira protok.
-
Disk otvora nastavlja kretanje tečnosti ili gasa.


Posebnost delova u mogućnosti njihove upotrebe u agresivnim sredinama gde postoji visok rizik od korozije, pucanja metala.
Prirubnički čepovi su traženi u cevovodima sa temperaturom radnog medija od -70 do +600 stepeni Celzijusa.Deo se koristi kao deo prirubničkog spoja, zbog čega i nosi taj naziv.
Okretni čepovi su primenljivi u oblastima gde je potrebno periodično zatvaranje protoka tečnosti ili gasa u vreme popravke ili održavanja.

Okretni utikači su dostupni u tri tipa. Prvi ima spojnu izbočinu, drugi je opremljen konvencionalnom izbočinom, treća opcija ide ispod zaptivke ovalnog oblika. Neki proizvodni pogoni prave šiljaste ili šuplje čepove.
Rotacioni ventili, kao i prirubnički čep, postavljaju se na cevovode da bi zaustavili radni medijum. Međutim, postoji razlika između detalja.













Komentar je uspešno poslat.